A Davis Tube is a laboratory instrument designed to separate small samples of strongly magnetic ores into strongly magnetic and weakly magnetic fractions. It has become a standard laboratory equipment used for the assessment of the separability of magnetic ores by low-intensity magnetic separators. It was developed in 1921 and no significant changes have been made in its design since then. The separator consists of an inclined tube 25 mm in diameter, placed between pole-tips of an electromagnet. Material to lie separated is passed through the tube; the strongly magnetic fraction is held by the magnetic field while the weakly magnetic material is washed down the tube.
It was suggested that a magnetic induction of 0.1 T or greater between the magnet poles should be used. However, others claimed that the current practice was to conduct the Davis Tube tests at a magnetic induction equal to that on the surface of the drum of the magnetic separator. Since it is the magnetic force or the force index, and not the magnetic field strength, that are decisive in the operation, it is unlikely that this practice would yield correct information.
Computer modelling of the pattern of the magnetic force generated by drum magnetic separators and a Davis Tube Tester was carried out. It was found that in the case of conventional ferrite drum separators, with a standard gap of 25 mm between the drum and the tank. Davis Tube tests should be conducted at the magnetic induction of 0.1 T. On the other hand, correct assessment, of performance of a rare-earth drum can be obtained by operating a Davis Tube at about 0.3 T or higher, depending on the design of the magnetic systems of the drum.
A more powerful 4500 Gauss model is available.
The standard David Tube magnetic field can be adjusted from 0-3500 Guass.
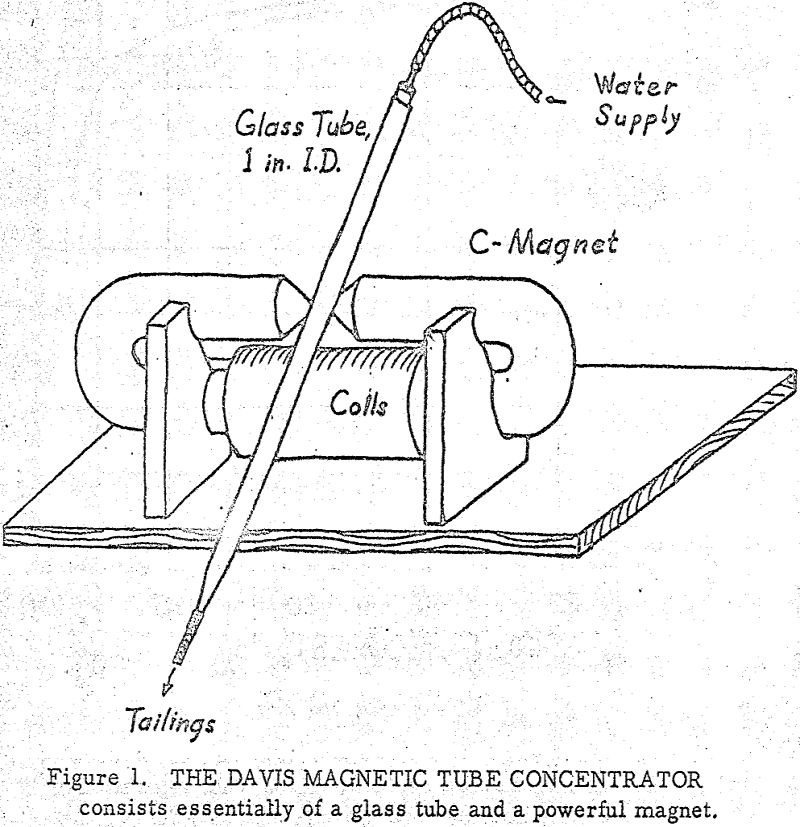
The Davis tube or Davis tube tester is a laboratory machine designed to separate a small sample of pulverized magnetic iron ore into magnetic and non-magnetic fractions. The Davis separation tube is positioned between poles of a powerful electromagnet at an angle of 45° (adjustable) that is agitated back and forth and rotated by a motorized system. Magnetic particles are collected inside the tube in the zone of intense magnetism and all non-magnetic minerals are washed out.
DETERMINATION OF THE MAGNETIC SEPARATION CHARACTERISTIC WITH THE DAVIS MAGNETIC TUBE
The Davis magnetic tube concentrator is a laboratory machine designed to separate a small sample of pulverized magnetic iron ore into magnetic and non-magnetic fractions. It was developed in 1921 by mechanization of a test previously performed manually. No significant changes have been made in the design of the apparatus since that time.
4500 Gauss Davis Tube Tester
SUMMARY OF RECOMMENDED TEST PROCEDURE
Ore sample: 10 g.
Operation: Agitation, 60 to 150 cycles per minute Water, 50 to 500 cc per minute Time, 3 to 20 minutes Number of tests, three or more, at conditions selected to yield data in region of sharpest curvature of MSC or other region of interest.
Product recovery and examination: Stop machine, drain water from tube to magnet level, remove tube from machine, and rinse contents into a glass beaker. Decant the water from the concentrate with the aid of a hand magnet held at the bottom of the beaker. Dry, weigh, and assay the concentrate.
Data processing: Calculate iron recoveries from sample and concentrate weights and assays. Plot concentrate grade against iron recovery and connect points by a smooth curve.
MAGNETIC SEPARATION BY THE DAVIS TUBE
Mechanical separation of a specified mineral component from an ore usually requires comminution to fine sizes for sufficient liberation. Some distinguishing property of the mineral is then exploited to sort the desired mineral particles from the gangue particles.
The magnetic separation of iron ores is based on the fact that magnetite, Fe3O4, strongly attracted by a magnetic field while the gangue mineral are not. Maghemite, γ-Fe2O3, which may occur in certain chemically processed ores, responds similarly to magnetite. The magnetic process is practical only when the loss of iron in the form of relatively non-magnetic hematite, Fe2O3, goethite, Fe2O3·nH2O, or other iron mineral can be tolerated.
In the Davis magnetic tube concentrator, magnetic attraction holds magnetically susceptible particles in a magnetic field. Forces due to gravity, inertia, and fluid-solid friction tend to remove the less susceptible particles from the field. The probability that a given middling particle will be rejected from the tube in a given period of time is an inverse function of its magnetite content, with some modification due to particle size and mineral specific gravities.
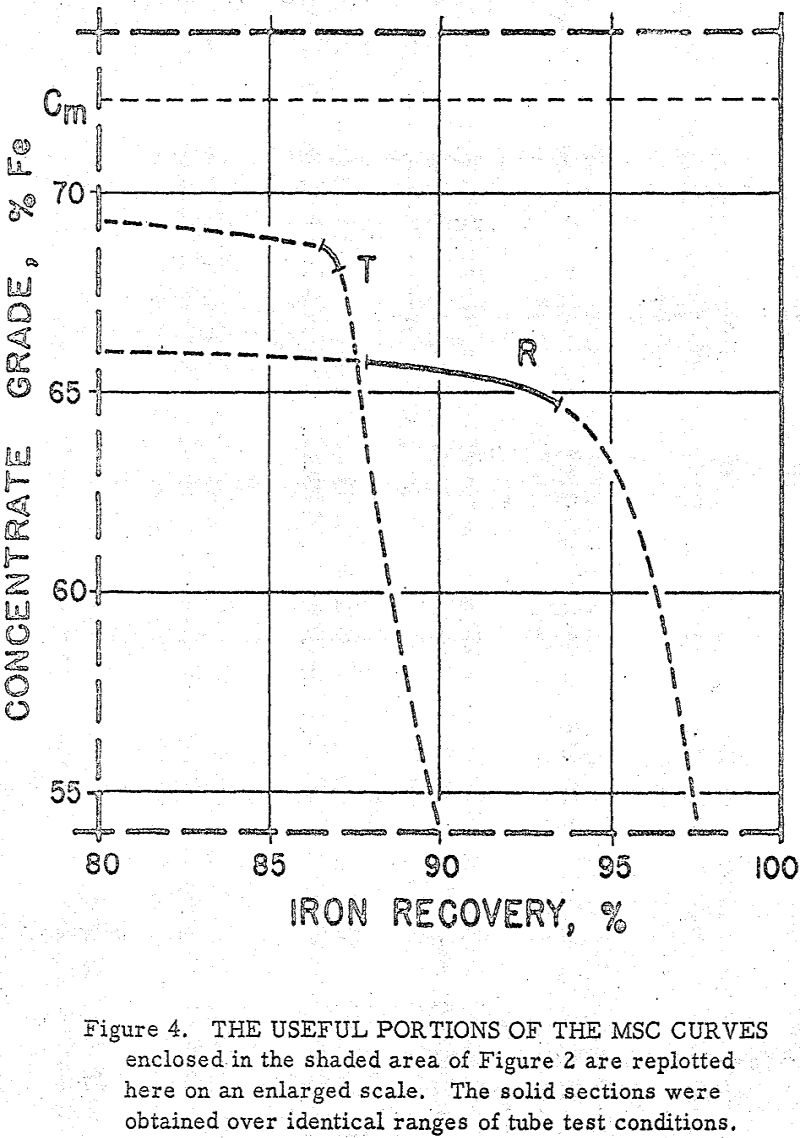
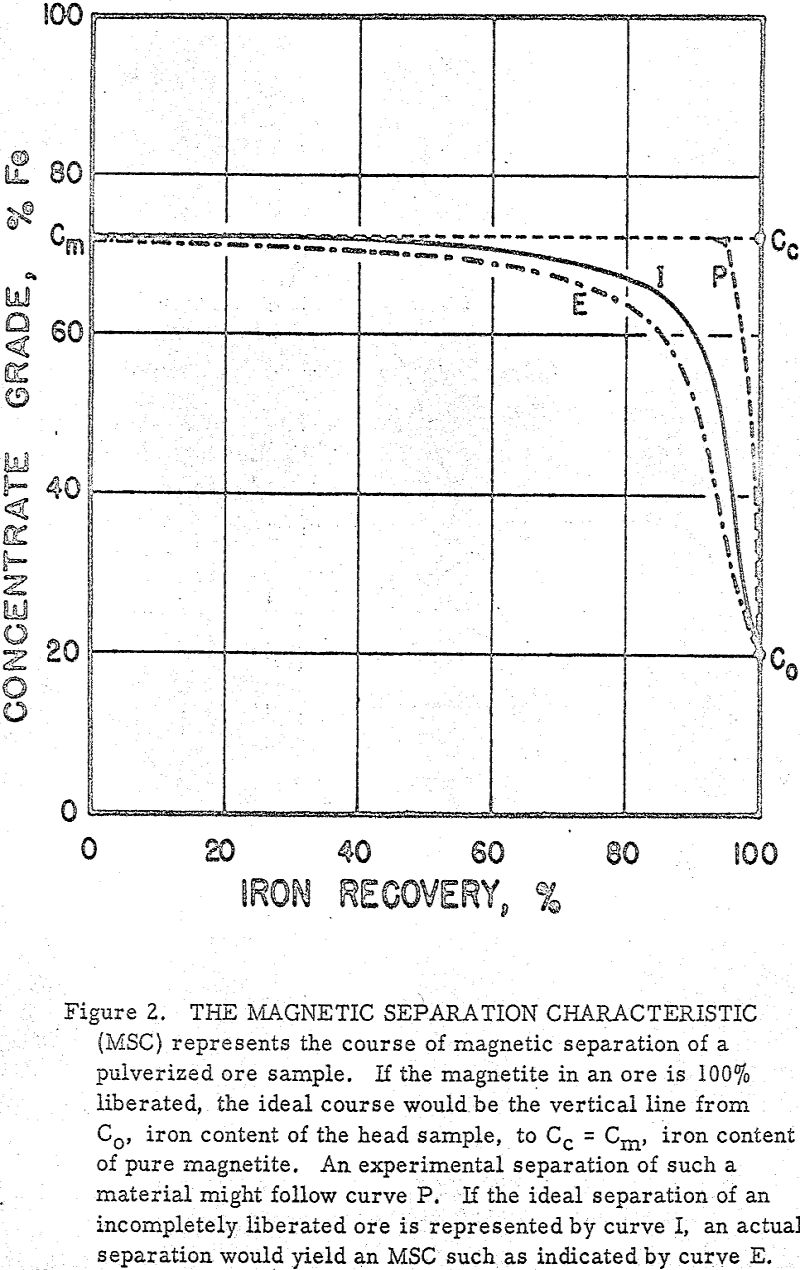
The “Magnetic Separation Characteristic” or “MSC” of a magnetite ore is the correlation between concentrate grade and iron recovery which occur, during a magnetic separation process. It is a function of the structure, composition, and degree of liberation of the ore and of the particular process employed.
The tube test investigations were conducted on magnetite ores only, including a variety of roasted iron ores and a few magnetic taconites. All were pulverized to approximately normal size distributions with top particle sizes of 44 to 149 microns (325 to 100 mesh) in single stage operations with either a pebble mill or a Davis sample grinder.
The effective magnetic field strength in a Davis tube, which is approximately proportional to the central field intensity (midway between the magnet poles), must be sufficient to minimize loss of desirable ore.
Of the 26 machines reported in the survey, 9 had central field intensities of less than 3500 gauss and only 13 had fields of 4000 gauss or more. Test results obtained on different machines can be expected to agree only if the fields are very similar or above 4000 gauss.
Tube wall thickness plus clearance between tube and magnet poles constitute the distance separating the pulp column from the poles. In existing machines, this total distance ranged from 0.05 to 0.32 inchs 80 percent being less than 0.20 inch.
Davis tube tests are regularly performed with the tube inclined at 40 to 50 degrees by 80 percent of the operators reporting, while the remaining 20 percent prefer to operate at less than 40 degrees from the horizontal. One reported using an angle of 5 degrees during early stages of a test and finishing at 45 degrees.