Recovery of valuable fine mineral particles minerals is a difficult problem in mineral processing and particularly in gravity separation. With decreasing particle size (<100 μ), the force associated with the water flow becomes dominant over that associated with gravity.
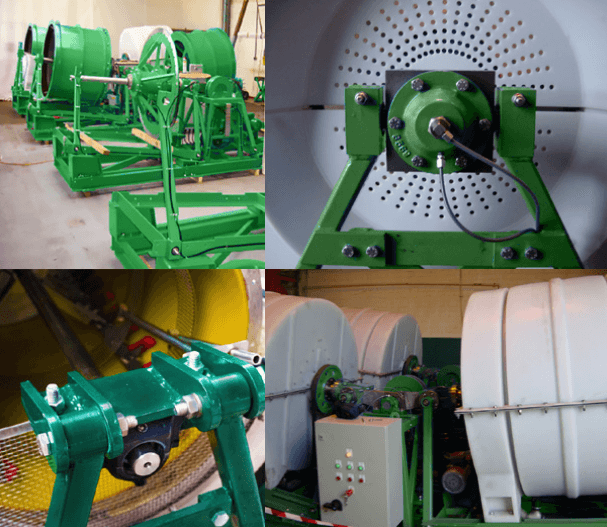
The MGS is effectively an enhanced gravity-shaking table. The table surface is folded forming a drum which on rotation creates variable centrifugal force or “enhanced gravity”. A sinusoidal shake is applied to this drum along its axis of variable amplitude and frequency. Under the effect of the centrifugal force, the heaviest particles penetrate the pulp film and are pinned against the inner surface of the drum where a series of scrapers drag these heavy minerals to the concentrate outlet.
The lighter particles (the gangue) are carried by the wash water to the rear of the drum and the tailings outlet.
Because the centrifugal force applied to the particles is far greater than the force of gravity exercised on a conventional shaking table, the separation between heavy and light minerals is in principle easier with the MGS Multi-Gravity Separator than with conventional equipment. Separation is effective where there is a 1 SG unit difference between the target mineral and gangue material.
The ore processing capacity of the industrial unit has a capacity of 3.5 t/hr per module.
The machines are low energy, mobile and highly reliable.
The operating principle of the Multi-Gravity Separator is similar to that of a conventional shaking table, except that centrifugal forces are used to enhance the separation of fine particles. In this system, feed slurry is distributed along the inner surface of a slightly tapered rotating drum. Light particles are carried by the flowing film to the far end of the drum, while heavy particles pinned against the wall by the centrifugal field are carried by rotating scrapers to the opposite end of the drum. A small amount of wash water is added to the heavies discharge end of the drum to wash out entrained low-density particles. Successful applications of the MGS technology include the concentration of cassiterite, chromite, wolfamite, graphite, mixed sulfides and gold.
Testing of a pilot-scale MGS unit was recently completed for applications involving the desulfurization of fine coal. The results of this work showed that the pyritic sulfur rejection obtained by the MGS was nearly twice that achieved using conventional fine particles processing techniques.
Since the unit operates under a low centrifugal field (<25 g’s) its throughput capacity is very low compared to the other enhanced gravity separators.
TEST WORK
If you are unfamiliar with our gravity concentrators, our first recommendation is always laboratory test work. There is an excellent correlation between lab results and the industrial performance of our Concentrators.
Test work available:
- Liberation assessment (QEMSCAN or Inca)
- Light microscopy
- Size distribution
- Grind size optimisation
- Multi gravity testing
- Screening
- Wet chemical mineral analysis
- ICP mineral analysis
- XRF mineral analysis